JIS溶接検定 SN-2F(半自動溶接機) N-2F(手溶接) 下向き裏板金なしの突合せを受ける時の覚書
■溶接する鉄板
左が被覆アーク 右が半自動溶接

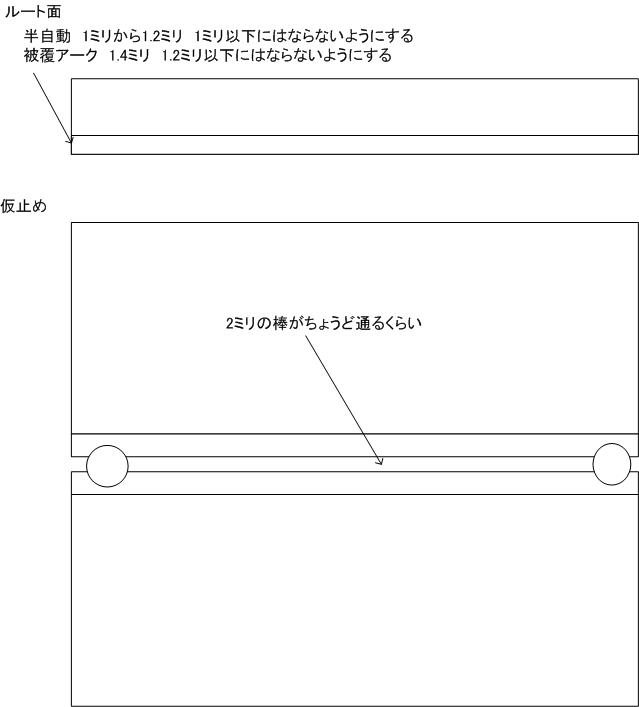
■下準備
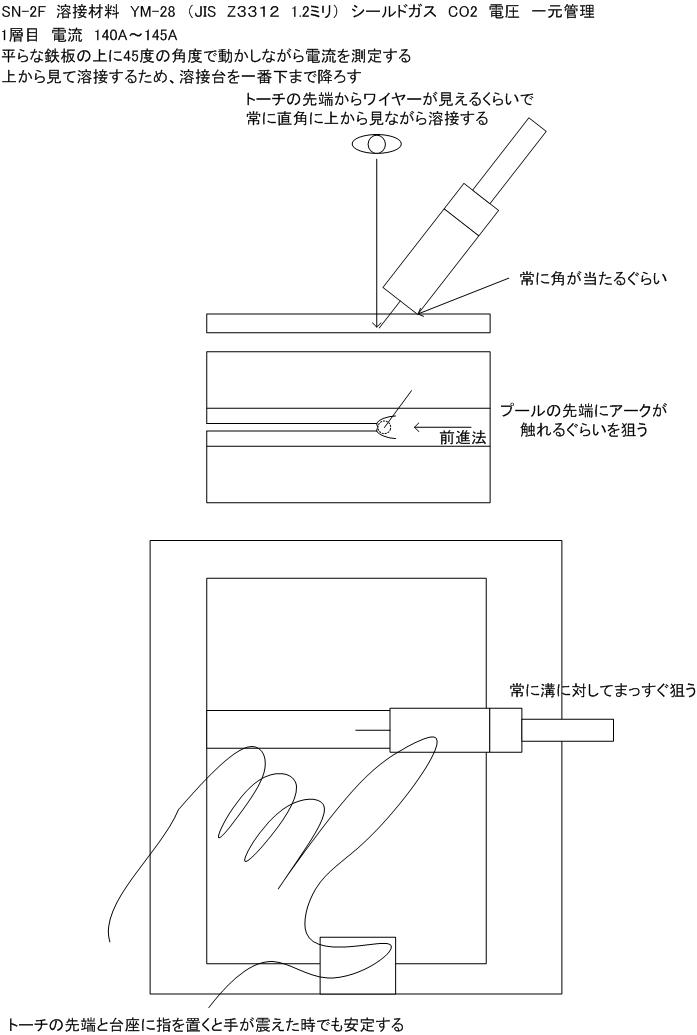
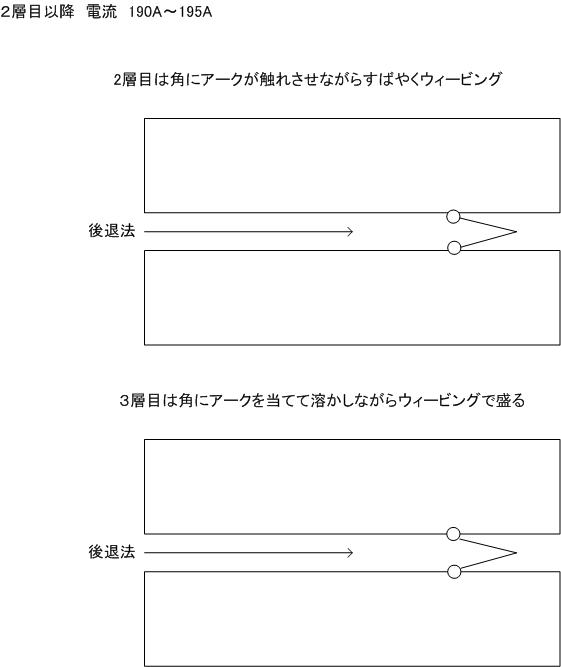
■半自動溶接 (3層仕上げ)
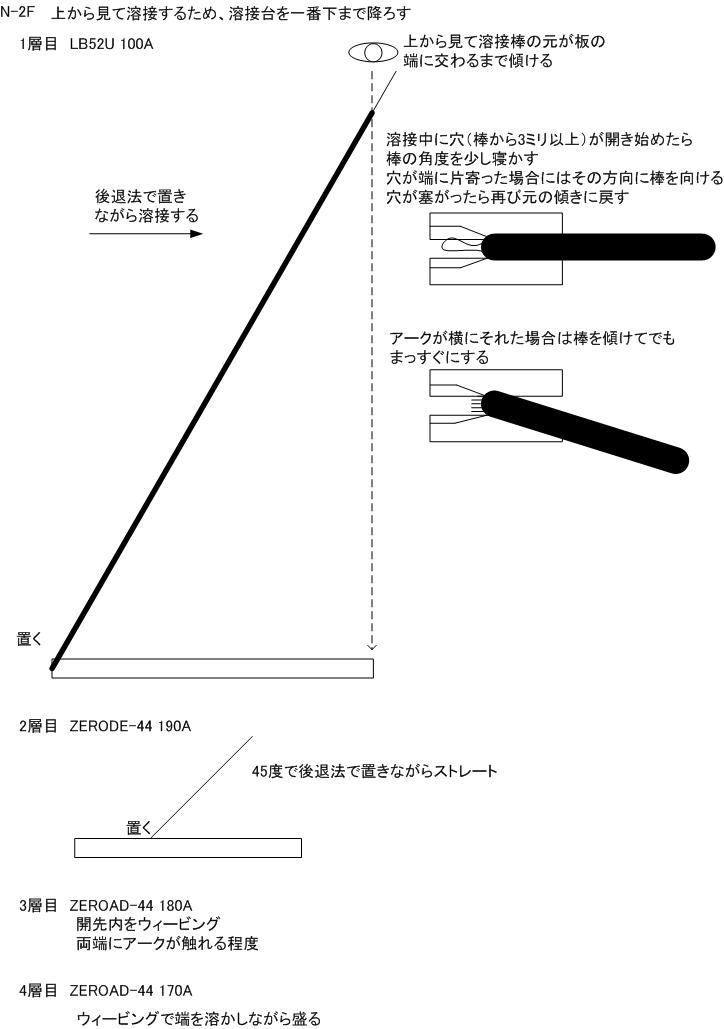
■被覆アーク溶接 (4層仕上げ)
■半自動溶接機の設定
①機械にワイヤーを入れる

②インチングを押してワイヤーをトーチの先端まで出す
③ガスチェックスイッチを入れてCO2の流量を15〜20に合わせる
④各種設定 CO2溶接、ワイヤー1.2ミリ、電圧一元管理、電圧つまみを中央にする、クレータフィラ無し、などを確認する

■半自動で練習に溶接したもの
1層目

2層目

3層目

裏波ビード

■TIG溶接 (前進法、メルトラン方法、2層仕上げ、3ミリ、ステンレス/軟鋼)
タングステン電極を5ミリほど出して、仮止め電流60A、トーチ/バックシールド共にアルゴンガスの流量を5に設定する

ルート面ゼロ(削らずにそのまま)ルート間隔をゼロ(隙間無し)で仮止めする
軟鋼の場合には溶接ビードが乗る部分(表裏)の黒皮を全て削りとる
(黒皮が少しでも残ってると溶接箇所に巻き込み、ブローホールが発生する)
仮止めしたステンレス

電流を100Aに設定し前進法で開先をなめる(添加棒を入れずに開先の母材を溶かして隙間を埋める)

裏波ビード
この時点で裏まで溶け込んでいない場合には再び開先をなめる(何度もなめるとそのうち裏まで溶け込む)

裏まで溶け込んだら表の開先内に添加棒を入れて電流60A〜80Aで盛りあげたら完成

上が軟鋼、下がステンレスの裏波

▲トップページ
>
その他